اسٹیل کو زنگ سے بچانے کے لیے گالوانائزنگ ایک آسان طریقہ ہے۔ بنیادی طور پر، aجستی غسلپگھلی ہوئی زنک کی ایک بڑی کیتلی ہے جو دھاتی حصوں کو کوٹنے کے لیے استعمال ہوتی ہے۔ جب اس حمام میں صاف سٹیل کو ڈبو دیا جاتا ہے، تو زنک تیزی سے سطح سے جڑ جاتا ہے، جس سے ایک ناہموار، سنکنرن مزاحم فنش بنتا ہے۔ Galvanizing تقریباً 150 سال سے جاری ہے، پھر بھی یہ حیرت انگیز طور پر موثر اور ماحول دوست ہے۔ درحقیقت، یہ اکثر دستیاب ماحول دوست سنکنرن سے بچاؤ کے عمل میں سے ایک کے طور پر حوالہ دیا جاتا ہے۔ نتیجہ اسٹیل ہے جو کم سے کم دیکھ بھال کے ساتھ باہر کئی دہائیوں تک زندہ رہ سکتا ہے۔ ذیل میں ہم قدم بہ قدم اس بات کو توڑتے ہیں کہ کس طرح ایک سٹیل کا حصہ دھول سے بھری پرانی دھات سے زنک آرمرڈ تک جاتا ہے، جس میں غسل خانے کے اندر۔

جستی غسل کیا ہے؟
گیلوینائزنگ غسل محض پگھلے ہوئے زنک کا ایک برتن ہے جسے تقریباً 450 ° C (842 ° F) تک گرم کیا جاتا ہے۔ اسٹیل کے پرزوں کو اس گرم زنک میں اتارا جاتا ہے، جو چاندی کی مائع دھات کی طرح لگتا ہے۔ وسرجن کے دوران، زنک سٹیل میں لوہے کے ساتھ رد عمل ظاہر کرتا ہے، جس سے زنک اور سٹیل کے درمیان میٹالرجیکل بانڈ بنتا ہے۔ عملی طور پر، کمپنیاں اکثر اسے کہتے ہیں۔hot-dip galvanizingعمل - لفظی طور پر اسٹیل کو "گرم" (پگھلے ہوئے) زنک میں ڈبونا۔
یہ طریقہ بہت کارآمد ہے۔ زنک غسل عام طور پر 98% خالص زنک سے زیادہ رکھا جاتا ہے، اور کنویئر یا کرین سسٹم اسٹیل کے ٹکڑوں کو احتیاط سے اینگل کرتے ہیں تاکہ زنک اس حصے کے ہر کونے کو بہا سکے۔ یہاں تک کہ کھوکھلی شکلیں یا ٹیوبیں زنک سے بھر جاتی ہیں، اس لیے اندر کے ساتھ ساتھ باہر بھی لیپت ہوتی ہے۔ جیسا کہ ایک انڈسٹری گائیڈ بتاتا ہے، ہاٹ ڈِپ گالوانائزنگ ایک "مکمل ڈوبنے" کا عمل ہے - اسٹیل مکمل طور پر ڈوب گیا ہے اور زنک کوٹتماماندرونی اور بیرونی سطحیں. اسٹیل کو چند منٹ بعد ایک نئی چمکدار دھات کی جلد کے ساتھ اٹھایا جاتا ہے۔
ہاٹ ڈِپ گالوانائزنگ کا عمل (ختم ہونا شروع)
جستی بنانے کے عمل میں کئی اہم مراحل ہوتے ہیں۔ ہر ایک کو احتیاط سے کیا جانا چاہئے، کیونکہ زنک صرف ایک بالکل صاف سطح پر چپک جائے گا۔ عام طور پر، اقدامات ہیں:
صفائی (ڈیگریزنگ اور اچار):تیل، چکنائی اور ڈھیلے زنگ کو دور کرنے کے لیے پہلے سٹیل کو اچھی طرح صاف کیا جاتا ہے۔ اس میں عام طور پر ایک گرم الکلی (کاسٹک) محلول شامل ہوتا ہے جو سٹیل کو کم کرتا ہے۔ اس کے بعد، سٹیل ایک تیزابی اچار کے غسل میں جاتا ہے (اکثر سلفیورک یا ہائیڈروکلورک ایسڈ کو پتلا کرتا ہے) تاکہ مل سکیل اور زنگ کو کھا جائے۔ اچار لگانے کے بعد، کسی بھی ضدی گندگی، پینٹ یا سلیگ کو دستی طور پر یا بلاسٹنگ کے ذریعے ہٹا دیا جاتا ہے۔ مختصراً، تمام آلودگیوں کو ختم کر دینا چاہیے، کیونکہ زنک گندے سٹیل سے منسلک نہیں ہوگا۔
بہاؤ:جستی بنانے سے پہلے، صاف سٹیل کو بہاؤ کے محلول میں ڈبو دیا جاتا ہے، عام طور پر زنک امونیم کلورائیڈ کا مرکب۔ بہاؤ آکسائیڈ کے آخری نشانات کو صاف کرتا ہے اور ڈوبنے سے پہلے نئے آکسیکرن کو روکتا ہے۔ کچھ پودوں میں، ایک پتلا "فلوکس کمبل" حتیٰ کہ زنک کے غسل کے اوپر تیرتا ہے تاکہ سٹیل کے اندر داخل ہوتے ہی اسے کم کرنے میں مدد مل سکے۔ بہاؤ کا مرحلہ اہم ہے: یہ پگھلا ہوا زنک کین کو یقینی بناتا ہے۔گیلےسٹیل یکساں طور پر.
زنک غسل میں ڈوبنا:اب عمل کا دل آتا ہے۔ تیار سٹیل کو آہستہ آہستہ (اکثر زاویہ پر) پگھلی ہوئی زنک کیتلی میں نیچے کیا جاتا ہے، جسے عام طور پر ~450°C پر رکھا جاتا ہے۔ نیچے دی گئی تصویر میں سٹیل کے شہتیر کو گرم زنک غسل میں داخل ہوتے دکھایا گیا ہے۔ جیسے ہی سٹیل مائع دھات کو چھوتا ہے، ایک ردعمل شروع ہوتا ہے. زنک لوہے کی سطح کے ساتھ مرکب بنانا شروع کر دیتا ہے، اور مائع زنک پورے حصے کے ارد گرد بہتا ہے۔ غسل کے اندر، زنک اور آئرن ایک دھاتی رد عمل کے ذریعے کئی مرکب پرتیں بناتے ہیں۔ اس وقت (عام طور پر چند منٹ) کے دوران، کوٹنگ اپنی مناسب موٹائی تک بنتی ہے۔ کی ایک پرتپگھلا ہوازنک سٹیل کی سطح سے چپک جاتا ہے اور پھر ٹھنڈا ہو کر ٹھوس بیرونی جلد بناتا ہے۔
تصویر: اسٹیل کے پرزوں کو گرم ڈِپ گیلوانائزنگ غسل میں ڈبویا جا رہا ہے۔ پگھلا ہوا زنک (مائع چاندی) اسٹیل کو تیزی سے کوٹ دیتا ہے۔
پلانٹ چلانے والے احتیاط سے وسرجن کا وقت نکالتے ہیں۔ زیادہ تر حصوں کے لیے، 4-5 منٹ تک ڈبونا کافی ہے۔ بڑے یا موصل حصوں کو پورے درجہ حرارت تک پہنچنے کے لیے زیادہ وقت درکار ہو سکتا ہے۔ ایک بار گرم ہونے کے بعد، حصہ آہستہ آہستہ باہر نکال دیا جاتا ہے. جوں جوں یہ بڑھتا ہے، زنک کا کوئی اضافی حصہ نکل جاتا ہے – بعض اوقات اس ٹکڑے کو ہلانے یا گھمانے سے مدد ملتی ہے۔ زنک کا پتلا خول جو باقی رہ جاتا ہے وہ ٹھنڈا اور سخت ہو جائے گا، جو اکثر باہر سے چاندی کی چمکیلی رنگت لے جاتا ہے۔ درحقیقت، تازہ جستی سٹیل اکثر چمکتا ہے۔ کرسٹلائزڈ زنک کی خصوصیت "اسپینگل" یا سنو فلیک جیسا نمونہ سطح پر ظاہر ہو سکتا ہے جب یہ مضبوط ہوتا ہے۔

ٹھنڈک (پاسیویشن/بجھانا):واپسی کے بعد، لیپت سٹیل ٹھنڈا ہے. یہ سادہ ہوا کی ٹھنڈک یا پانی میں گرم اسٹیل کو بجھانے یا کیمیائی گزرنے والے غسل کے ذریعے کیا جا سکتا ہے۔ کسی خاص علاج کی ضرورت نہیں ہے – زنک/سٹیل بانڈ پہلے سے ہی ٹھوس ہے۔ زنک آکسائیڈ (سفید مورچا) کی کوئی بھی پتلی بیرونی تہہ جو بن سکتی ہے اسے اکثر تنہا چھوڑ دیا جاتا ہے یا ہلکا سا علاج کیا جاتا ہے۔ پینٹ حصوں کے برعکس، جستی سٹیل کی عام طور پر ضرورت ہوتی ہے۔مزید تکمیل نہیںاستحکام کے لئے.
معائنہ:آخری مرحلہ فوری بصری اور تکنیکی معائنہ ہے۔ انسپکٹر چیک کرتے ہیں کہ ہر جگہ کوٹڈ ہے اور موٹائی کی پیمائش کرتے ہیں۔ چونکہ زنک صرف دھات کو صاف کرنے سے منسلک ہوتا ہے، اس لیے ناقص دھبے آسانی سے نظر آتے ہیں (ننگے سٹیل روشن نظر آتے ہیں)۔ معیاری گیجز کوٹنگ کی موٹائی کی پیمائش کرتے ہیں تاکہ یہ یقینی بنایا جا سکے کہ یہ تصریحات پر پورا اترتا ہے۔ اس وقت جستی سٹیل استعمال کے لیے تیار ہے، جو کئی سالوں تک سنکنرن کے خلاف مزاحمت کرنے کی ضمانت دیتا ہے۔
غسل کے اندر: دھات کاری اور تحفظ
پگھلے ہوئے زنک کے اندر اسٹیل کے ساتھ جو کچھ ہوتا ہے وہ کیمسٹری کا ایک پیچیدہ حصہ ہے – اور جستی بنانے کی حیرت انگیز طاقتوں میں سے ایک۔ جیسے ہی گرم سٹیل غسل میں بیٹھتا ہے، زنک کے ایٹم لوہے میں پھیل کر کئی انٹرمیٹالک مرکبات بناتے ہیں۔ امریکن Galvanizers ایسوسی ایشن اس کو ایک کراس سیکشن کے ساتھ واضح کرتی ہے: تقریباً خالص زنک کی ایک بیرونی تہہ ہے (جسے ایٹا پرت کہا جاتا ہے) اور اس کے نیچے 3 سخت مصر دات کی تہہ (جسے گاما، ڈیلٹا، زیٹا کہا جاتا ہے) سٹیل کے انٹرفیس پر ہے۔ قابل ذکر بات یہ ہے کہ یہ زنک لوہے کی کھوٹ کی تہیں ہیں۔ہلکے سٹیل سے زیادہ سخت. مثال کے طور پر، چھوٹے خروںچ اس ملٹی لیئر کوٹنگ میں آسانی سے داخل نہیں ہوتے ہیں۔ عملی طور پر، ایک جستی کوٹنگ انتہائی سخت اور رگڑنے سے بچنے والی ہوتی ہے۔
ایک اور اہم فائدہ کیتھوڈک (قربانی) تحفظ ہے۔ زنک اسٹیل سے زیادہ الیکٹرو کیمیکل فعال ہے۔ سادہ الفاظ میں، اگر کوٹنگ کو ننگے سٹیل پر کھرچ دیا جاتا ہے، تو ارد گرد کا زنک ترجیحی طور پر سب سے پہلے زنک ہو جائے گا، جو سٹیل کی حفاظت کرے گا۔ درحقیقت، ہاٹ ڈِپ گالوانائزنگ اس کے لیے مشہور ہے: ایک ماخذ نوٹ کرتا ہے کہ اگر ننگے اسٹیل (جتنا بڑا ¼ انچ) ایک خروںچ میں بے نقاب ہو جائے تو، "اس وقت تک کوئی سنکنرن شروع نہیں ہوگا جب تک کہ ارد گرد کا تمام زنک استعمال نہ ہو جائے"۔ اس کا مطلب ہے کہ چھوٹی نکس کو دوبارہ پینٹ کرنے کی ضرورت نہیں ہے۔ زنک وقت کے ساتھ خود کو قربان کرتا ہے۔
برسوں کے دوران ہوا اور بارش کی نمائش زنک کو سومی ضمنی مصنوعات (آکسائڈز، ہائیڈرو آکسائیڈز، کاربونیٹ) میں بدل دیتی ہے – سرمئی پیٹینا جو آپ پرانی جستی دھات پر دیکھ سکتے ہیں۔ یہ زنک پیٹنا آہستہ آہستہ ایک حفاظتی بیرونی کرسٹ بناتا ہے جو سنکنرن کو مزید سست کر دیتا ہے۔ درحقیقت، مکمل طور پر گرم جستی سٹیل ننگے سٹیل سے تقریباً 30 گنا سست ہو جاتا ہے۔ عملی طور پر، اس کا مطلب ہے کہ جستی کوٹنگ اکثر 50-60 سال یا اس سے زیادہ دیکھ بھال کے بغیر رہتی ہے، جو کہ ماحول پر منحصر ہے۔

کے حیران کن فوائدجستی بنانا
Galvanizing بہت سے "واہ" عوامل پیش کرتا ہے جو آپ کو ایک سادہ دھاتی کوٹنگ سے توقع نہیں کر سکتے ہیں:
1. مکمل کوریج:چونکہ ہاٹ ڈِپ گیلوانائزنگ اس حصے کو ڈبو دیتی ہے، اس لیے یہ کھوکھلے حصوں اور ٹیوبوں کے اندر تک کوٹ دیتا ہے۔ دھاگوں اور پوشیدہ کونوں کو زنک ملتا ہے، برش آن پینٹ کے برعکس۔ اس مکمل وسرجن کا مطلب ہے کہ زنگ غیر متوقع جگہوں سے اندر نہیں جا سکتا۔
2. بلٹ ان سختی:زنک-آئرن کی تہیں فطری طور پر سخت اور رگڑنے کے خلاف مزاحم ہیں۔ کچھ ٹیسٹوں میں، جستی سٹیل کی کوٹنگ ختم ہو گئی تھی۔دس بارعام پینٹ سے زیادہ گھرشن مزاحم۔ بیرونی خالص زنک کی تہہ (ایٹا) نرم اور نرم ہوتی ہے، جو اثر مزاحمت فراہم کرتی ہے، جب کہ اندرونی مرکب کی تہیں سٹیل سے زیادہ سخت ہوتی ہیں۔ اس ملٹی لیئر بانڈ کا مطلب ہے کہ جستی پرزے کھردرے ہینڈلنگ اور پہننے سے بچ جاتے ہیں۔
3. خود شفا یابی (کیتھوڈک) تحفظ:جیسا کہ نوٹ کیا گیا ہے، زنک اسٹیل کی حفاظت کے لیے "خود کو قربان" کرے گا۔ جستی سٹیل پر چھوٹے خروںچ زنگ نہیں لگتے کیونکہ زنک پہلے corrodes (جسے کیتھوڈک پروٹیکشن بھی کہا جاتا ہے)۔ یہاں تک کہ ایک نام بھی ہے، "سائیڈ ویز رینگنا"، اس کے لیے جو پینٹ اسٹیل کے ساتھ ہوتا ہے (پینٹ کے نیچے زنگ لگانا) - اور جستی بنانا بنیادی طور پر اسے روکتا ہے۔
4. تیز رفتار تبدیلی:بھاری سازوسامان کے باوجود، اصل galvanizing قدم تیز ہے. ایک ٹکڑے کو لٹکانے اور زنک میں ڈبونے میں صرف چند منٹ لگتے ہیں۔ تیاری زیادہ تر کیمیائی صفائی ہے، اور اچھی طرح سے چلنے والا پلانٹ کل چند دنوں میں آرڈر پر کارروائی کر سکتا ہے۔ درحقیقت، جدید galvanizing دکانیں چھوٹے آرڈرز کے لیے 24 گھنٹے سروس پر فخر کرتی ہیں۔
5. طویل سروس کی زندگی:جستی کوٹنگ کئی دہائیوں تک بغیر دوبارہ پینٹ کیے اسٹیل کی حفاظت کر سکتی ہے۔ عام آؤٹ ڈور (صنعتی یا دیہی) حالات میں، پہلی دیکھ بھال میں 50+ سال لگنا عام ہے۔ یہ لمبی عمر اکثر طویل مدت میں متواتر دوبارہ پینٹ کرنے کے مقابلے میں جستی سازی کو زیادہ اقتصادی بناتی ہے۔
6.ماحولیاتی دوستی:galvanizing عمل نسبتا صاف ہے. خرچ شدہ زنک کو ری سائیکل کیا جاتا ہے، اور پینٹ کی طرح کوئی غیر مستحکم نامیاتی سالوینٹس نہیں ہوتے ہیں۔ جستی سٹیل زندگی کے اختتام پر 100% ری سائیکل کیا جا سکتا ہے۔ صنعتی گروپ یہاں تک کہ گیلونائزنگ کو "شاید سب سے زیادہ ماحول دوست" سنکنرن تحفظ دستیاب کے طور پر نوٹ کرتے ہیں۔
7. قابل شناخت تکمیل:جستی سٹیل میں اکثر ایک خصوصیت ہوتی ہے۔پھیلا ہوایا اس کی سطح پر snowflake جیسا پیٹرن۔ یہ چاندی کے کرسٹل زنک کے دانے ہیں جو مضبوط ہوتے ہیں، اور یہ جستی سطحوں کو ایک مخصوص شکل دیتے ہیں۔ یہ ایک بصری اشارہ ہے کہ ایک حقیقی گرم ڈِپ کوٹنگ موجود ہے۔

اعلیٰ معیار کا سامان: بونان ٹیک کا پائپ گالوانیائزنگ پلانٹ
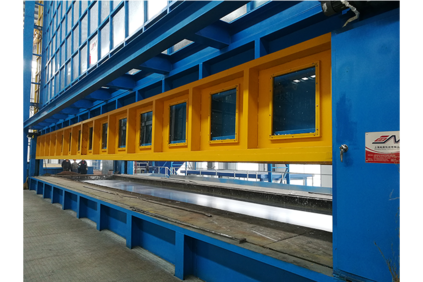
ان عملوں کو مسلسل چلانے کے لیے بڑی گیلوینائزنگ شاپس ہیوی ڈیوٹی مشینری کا استعمال کرتی ہیں۔ مثال کے طور پر، بونان ٹیکنالوجی کمپنی لمیٹڈ، ایک سازوسامان بنانے والی کمپنی، اس پر زور دیتی ہے۔"اعلی درجے کا پائپ گالوانیائزنگ پلانٹ"اعلی معیار کے سٹیل اور اجزاء سے بنایا گیا ہے۔ ان کی خودکار لائنیں ہر چیز کو سنبھالتی ہیں: پائپوں کو لٹکانے کے لیے جگ، الکلی ڈیگریزنگ ٹینک، تیزاب کے اچار، فلوکس اسٹیشن، زنک کیتلی کے ذریعے ایک کنویئر، اور بجھانے والے ٹینک۔ بونان نوٹ کرتا ہے کہ اس کے پائپ گیلوانائزنگ پلانٹس تمام پائپ قطروں میں مسلسل پیداوار کے لیے بنائے گئے ہیں۔
تصویر: ایک مسلسل پائپ گالوانائزنگ لائن آپریشن میں ہے۔ اس طرح کے خودکار پودے پائپ کے حصوں کو صفائی، بہاؤ اور پگھلے ہوئے زنک غسل کے ذریعے منتقل کرتے ہیں۔
بونان ٹیک لائن میں، ہر قدم کو احتیاط سے کنٹرول کیا جاتا ہے۔ درحقیقت، پائپ گالوانائزنگ عام طور پر ان مخصوص مراحل کی پیروی کرتی ہے:
کاسٹک صفائی:تیل اور مل سکیل کو ہٹانے کے لیے پائپ گرم سوڈیم ہائیڈرو آکسائیڈ غسل میں داخل ہوتے ہیں۔
تیزاب کا اچار:اس کے بعد، وہ زنگ اور باقی آکسائیڈز کو تحلیل کرنے کے لیے تیزابی غسل (عام طور پر HCl یا H₂SO₄) سے گزرتے ہیں۔
کلی اور بہاؤ:کلی کرنے کے بعد، پائپوں کو زنک امونیم کلورائد کے بہاؤ کے محلول میں ڈبو دیا جاتا ہے، اس بات کو یقینی بناتے ہوئے کہ سٹیل جستی بنانے سے پہلے آکسائیڈ سے پاک رہے۔
خشک کرنا:سٹیل پر موجود کسی بھی نمی کو ایئر ڈرائر کے ذریعے اڑا دیا جاتا ہے یا بخارات بن جاتا ہے۔
وسرجن (زنک غسل):پائپوں کو پگھلی ہوئی زنک کیتلی میں پہنچایا جاتا ہے۔ گرم ڈپ انہیں زنک سے اچھی طرح سے کوٹ دیتا ہے۔
بجھانا:آخر میں، گرم جستی پائپوں کو کوٹنگ میں بند کرنے کے لیے پانی یا بجھانے کے غسل میں تیزی سے ٹھنڈا کیا جاتا ہے۔
اب ابھرنے والے ہر پائپ میں سنکنرن کو روکنے کے لیے زنک کی یکساں کوٹنگ ہوتی ہے۔ بونان کی تفصیل کے مطابق، ان کے"پائپوں کے لیے خودکار جستی بنانے والی مشین""جستی بنائے جانے والے پائپوں کی پوری رینج" کو سنبھالنے کے قابل ہے، اس بات کو یقینی بناتا ہے کہ بہت بڑے یا چھوٹے پائپوں کو بھی مناسب زنک کی تہہ ملے۔
نتیجہ
galvanizing غسل صرف دھات کے برتن سے زیادہ ہے - یہ ایک ثابت شدہ، سائنس سے چلنے والے عمل کا مرکز ہے جو اسٹیل کو عملی طور پر خود کو شفا بخشنے والی ڈھال دیتا ہے۔ صفائی کے مراحل سے لے کر گرم زنک وسرجن تک، ہر قدم کو ایک پائیدار، میٹالرجک طور پر بندھے ہوئے کوٹنگ بنانے کے لیے بہتر بنایا گیا ہے۔ ہم نے دیکھا ہے کہ کس طرح جستی سٹیل نہ صرف زنگ کے خلاف مزاحمت کرتا ہے بلکہ حیرت انگیز طور پر بہت اچھا کام کرتا ہے – کثیر پرتوں کے مرکب، انتہائی سختی، اور کئی دہائیوں کی سروس لائف کے ساتھ۔
چاہے آپ ایک انجنیئر ہوں جو پل کی وضاحت کر رہا ہو یا گھر کا مالک باڑ کے خطوط کا انتخاب کر رہا ہو، جستی غسل کے عمل کو سمجھنے سے یہ سمجھانے میں مدد ملتی ہے کہ جستی سٹیل اتنا موثر کیوں ہے۔ مختصراً، پگھلے ہوئے زنک کے اس عاجز حمام کے اندر ایک طاقتور اور حیرت انگیز طور پر جدید ترین دفاعی نظام موجود ہے – جو اسٹیل کے ڈھانچے کو نسلوں تک محفوظ رکھے گا۔
پوسٹ ٹائم: مئی 21-2025